Messtechnisches Labor
Koordinatenmessmaschine (Mahr MMQ 400-2)
Zur Unterstützung unsere Forschungsergebnisse wird eine Relativ-Koordinatenmessmaschine (Mahr MMQ 400-2) eingesetzt, die uns ermöglicht, Verschleiß-, Oberflächen- und Fertigungsmessungen durchzuführen.
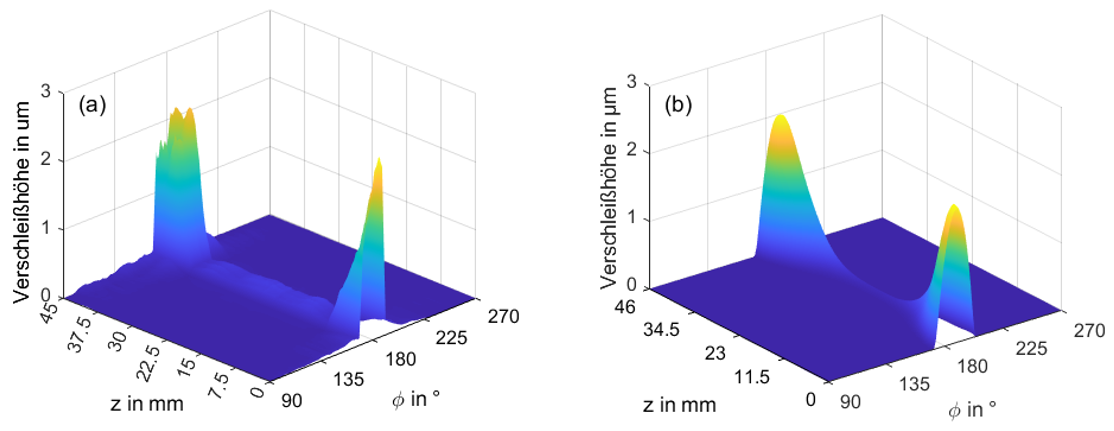
Für die Verschleißmessung wird die Laufflächenkontur des Prüflagers vor und nach jedem Versuch abgetastet. Die Abtastung erfolgt kreisförmig, wobei die Anzahl der erhaltenden Messkreise und Messpunkte pro Kreis einen Einfluss auf die Genauigkeit hat. Die gewonnen Messdaten (kartesische Koordinaten) dienen als Input für ein intern entwickeltes Verschleißprogramm. Damit der Verschleiß hochgerechnet werden kann, müssen die Koordinatensätze vor und nach einem Versuch durch mathematische Verfahren u.a. das numerische Gauß-Newton-Verfahren und die Volumenformel des allgemeinen Tetraeders nach Euler verarbeitet werden.
Zur Charakterisierung der Oberflächen wird die Lagerinnenfläche ebenfalls vor und nach jedem Versuch in einzelne Segmente geteilt und mit einem Rauheitstaster abgefahren. Die beiden Messdatensätze der einzelnen Segmente werden über die Lagerbreite und den Winkel geplottet und geben die Rauheitsverteilung wieder. Änderungen der Rauheitswerte finden erwartungsgemäß nur im Verschleißbereich statt.
Die Fertigungsmessung dient zur qualitativen Überprüfung von hergestellten Bauteilen. Eventuelle Abweichungen von relevanten vorgegebenen Form- und Lagertoleranzen können sicher protokollierten werden. Neben der klassischen Überprüfung auf Rundheit, Parallelität oder radialem Rundlauf einer Welle, lässt sich auch axiale Profilierungen der Welle überprüfen. Hierbei erfolgt eine geradlinige Abtastung der Welle mit späterer polynomialen Approximation höheren Grades der Messdaten (Anwendung: Windkraftgetriebe).
Laborgerät EPSILON+
Zur Messung der dielektrischen Fluideigenschaften von Schmierstoffen wird das Modell EPSILON+ der Firma Flucon eingesetzt. Mit dem Messgerät können Messungen der spezifischen elektrischen Leitfähigkeit, der relativen Dielektrizität sowie dem dielektrischen Verlustfaktor von Flüssigkeiten und Fetten durchgeführt werden. Durch die Ergänzung mit einem Trockenblock-Kalibrator der Firma Omega können diese Größen automatisiert in Abhängigkeit von der Temperatur des Schmierstoffs ermittelt werden. Aufgrund des genormten Messverfahrens sind eine hohe Genauigkeit und Wiederholbarkeit sowie schädigungsfreie Tests gewährleistest. Durch die Ermittlung der dielektrischen Kennwerte des Schmierstoffs können Aussagen über die Stromleitfähigkeit, Wärmeentwicklung und Verlustleistung, sowie Durchlässigkeit für elektrische Felder getroffen werden. Das Messgerät liefert damit einen entscheidenden Beitrag zur vollständigen Charakterisierung der Eigenschaften und zum Betriebsverhalten der Schmierstoffe.
Modular Compact Rheometer MCR 102
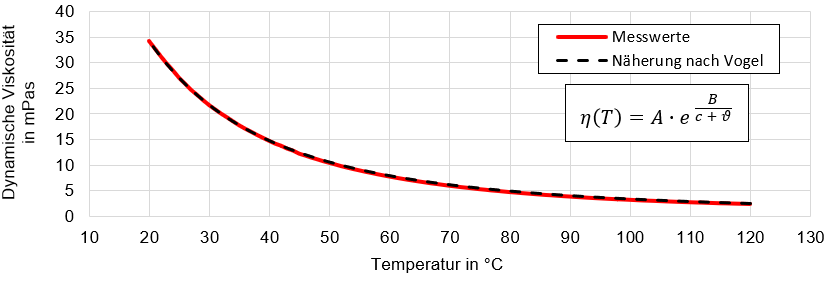
Für die Ermittlung der Fließeigenschaften von Schmierölen und -fetten ist am Institut ein Rheometer des Typs MCR 102 der Firma Anton Paar verfügbar. Mit dem Präzisionsmessgerät können die Viskosität, Elastizität, Plastizität und Verformungseigenschaften des Schmierstoffs genauer untersucht werden. Dies ist besonders als Voruntersuchung zum Einsatz der Schmiermittel an den verschiedenen Prüfständen von großer Bedeutung. Das Rheometer ist mit einem hochempfindlichen Luftlager ausgestattet, welches exakte Messungen und zusätzlich einen vergleichsweise leichten Austausch der Messgeometrien ermöglicht. So lassen sich verschiedene Systeme, wie bspw. koaxiale Zylinder, Kegel/Platte oder Platte/Platte einfach adaptieren. Das Messystem wird durch einen Elektromotor in Rotation bzw. Oszillation versetzt, wobei die Drehzahl oder das Drehmoment, bzw. die entsprechenden Amplituden vorgegeben werden können. Ein Drehgeber erfasst bei der Messung die Winkelauslenkung und das entsprechende Moment wird über den Eingangsstrom des Motors gemessen. Mit diesem kann auf die Normalspannung und entsprechend auf die Viskosität sowie die Scherkräfte im Fluid geschlossen werden. Durch die Ergänzung des Systems mit einem Peltier-System können die Schmierstoffproben für die verschiedenen Messysteme vorgeheizt- bzw. gekühlt werden, wodurch gleichzeitig eine präzise Temperaturregelung und damit eine hohe Reproduzierbarkeit der Messungen erreicht werden kann.