Coordinate measuring machine (Mahr MMQ 400-2)
To support our research results, we use a relative coordinate measuring machine (Mahr MMQ 400-2), which enables us to carry out wear, surface and production measurements.
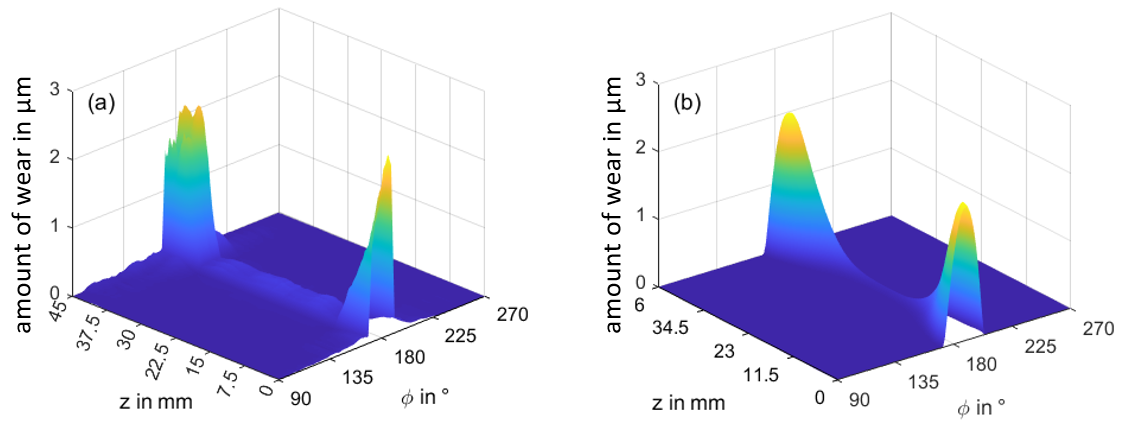
For the wear measurement, the running surface contour of the test bearing is scanned before and after each test. The scanning is circular, whereby the number of measuring circles and measuring points obtained per circle has an influence on the accuracy. The measurement data obtained (Cartesian coordinates) serve as input for an internally developed wear program. In order for the wear to be extrapolated, the sets of coordinates must be processed before and after a test using mathematical methods such as the numerical Gauss-Newton method and the volume formula of the general tetrahedron according to Euler.
To characterize the surfaces, the inner surface of the bearing is also divided into individual segments before and after each test and scanned with a roughness probe. The two sets of measurement data for the individual segments are plotted over the bearing width and angle and reflect the roughness distribution. As expected, changes in the roughness values only occur in the wear area.
The production measurement is used to check the quality of manufactured components. Any deviations from relevant specified shape and bearing tolerances can be reliably recorded. In addition to the classic check for roundness, parallelism or radial concentricity of a shaft, axial profiling of the shaft can also be checked. This involves straight-line scanning of the shaft with subsequent polynomial approximation of the measurement data to a higher degree (application: wind power gearboxes).
Laboratory device EPSILON+
The EPSILON+ model from Flucon is used to measure the dielectric fluid properties of lubricants. The measuring device can be used to measure the specific electrical conductivity, the relative dielectricity and the dielectric loss factor of liquids and greases. By adding a dry block calibrator from Omega, these values can be determined automatically depending on the temperature of the lubricant. Due to the standardized measuring procedure, high accuracy and repeatability as well as damage-free tests are guaranteed. By determining the dielectric characteristics of the lubricant, statements can be made about the current conductivity, heat development and power loss, as well as permeability to electric fields. The measuring device thus makes a decisive contribution to the complete characterization of the properties and operating behaviour of the lubricants.
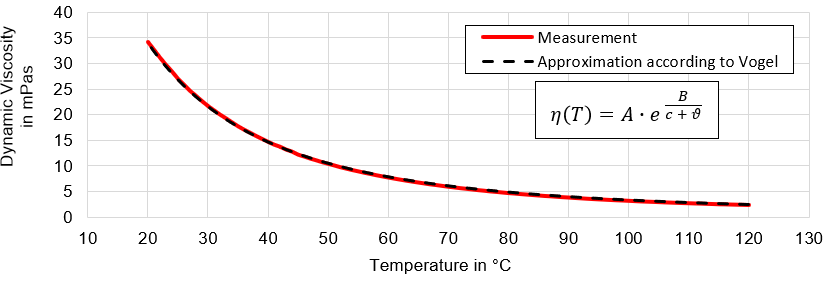
Modular Compact Rheometer MCR 102
To determine the flow properties of lubricating oils and greases, a rheometer of the type MCR 102 from Anton Paar is available at the institute. The precision measuring device can be used to examine the viscosity, elasticity, plasticity and deformation properties of the lubricant in more detail. This is particularly important as a preliminary test for the use of lubricants on the various test benches. The rheometer is equipped with a highly sensitive air bearing, which enables precise measurements and also a comparatively easy exchange of the measuring geometries. Different systems, such as coaxial cylinders, cone/plate or plate/plate, can be easily adapted. The measuring system is set in rotation or oscillation by an electric motor, whereby the speed or torque or the corresponding amplitudes can be specified. During measurement, a rotary encoder records the angular deflection and the corresponding torque is measured via the motor's input current. This can be used to infer the normal voltage and, accordingly, the viscosity and shear forces in the fluid. By supplementing the system with a Peltier system, the lubricant samples can be preheated or cooled for the various measuring systems, allowing precise temperature control and thus a high degree of reproducibility of the measurements to be achieved at the same time.